机床铸件的生产工艺分为普通水泥沙铸造工艺和树脂砂工艺
1 水泥沙铸造工艺
水泥沙铸造工艺:外观要粗糙一点,内在要稍差一点,因为水泥沙透气性不好,容易出一些铸造的缺陷,比如气孔、夹渣、包沙、夹杂一些不干净的气体。但价格成本便宜,所以在铸铁平台方面较为常用。
2 树脂砂铸造工艺
树脂砂铸造工艺:透气性好,就不容易出现以上的那些铸造缺陷。加上树脂油固化剂以后,成型很规矩,铸件质量更高,当然成本也高。适合于高质量高要求的平台及机床铸件及高端设备底座,箱体、壳体等,尤其是客户对质量非常认真而且舍得出价的这类型的产品。
3 铸铁机床平台生产工艺流程
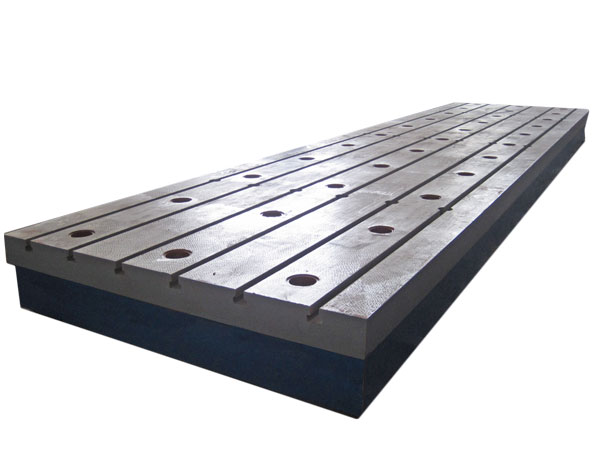
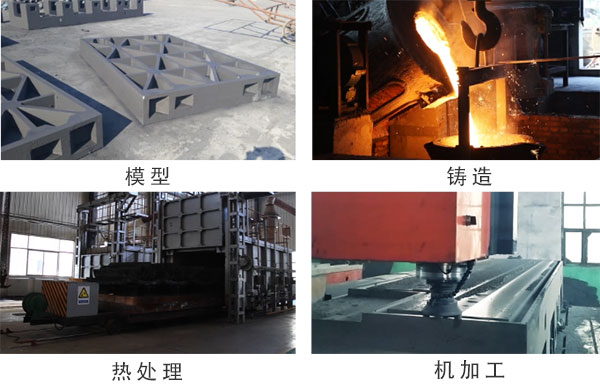
铸铁机床平台生产工艺流程说明: 制作模型--造砂型--熔炼、浇铸--(保温处理)及清砂--时效处理--粗加工--精加工--出厂检验--包装--运输--现场安装调试--验收。


绿色制造工艺在铸铁平台生产中的应用进展
随着环保意识的不断提高,绿色制造工艺在铸铁平台生产领域取得了显著进展。多家铸铁平台制造商开始采用新型的绿色铸造工艺,如以生物质燃料替代传统化石燃料的熔炼技术,以及可循环利用的绿色型砂材料。随着环保意识的不断提高,绿色制造工艺在铸铁平台生产领域取得了显著进展。多家铸铁平台制造商开始采用新型的绿色铸........
铸件毛坯检测相关知识
铸造适用于床身、支架、变速箱、缸体、泵体等形状较复杂的零件毛坯,我们生产的铸铁平台也是通过铸造而来,符合铸造行业的基本规范。铸件的制造方法主要有砂型铸造、金属型铸造、压力铸造、熔模铸造、离心铸造等。较常用的是砂型铸造。当毛坯精度要求低、生产批量较小时,采用木模手工造型;当毛坯精度要求较高且产量很........
铸件规格标准大全
铸件规格涉及到钢铁产品、有色金属产品、焊接、钎焊和低温焊、航空航天制造用材料、有色金属、铁合金、医疗设备、长度和角度测量、道路车辆装置、管道部件和管道、乘用车、篷车和轻型挂车、内河船、黑色金属、航空航天制造用零部件、无屑加工设备。.....
机床调整垫铁有哪些优点
机床调整垫铁安装调整方便,迁移灵活,不用打洞埋设地脚螺丝,不破坏地面,是机床设备安装工艺的一大改革。能改善同床动态特性,提高机床加工精度,具有防震、降低噪音之功能。为设计部门解决了因设备选型困难,造成地面基础无法确定的矛盾。并通用性广,适用地面和楼上车间安装各类机床与设备。.....
铸铁平台的铸造方法及工艺特点,你应该了解
一、砂型铸造 适用范围:最常用的铸造方法。手工造型适用于单件、小批量和难以使用造型机的形状复杂的大型铸件。工艺特点:手工造型:灵活、易行,人工劳动强度偏高,尺寸精度和表面质量较好。简述:砂型铸造是当今铸造业中使用最普遍的铸造工艺,适用于各种材质,铁合金,非铁合金铸造都能用砂型铸造。可以生产从几十公斤到几十吨,及更大的铸造件。砂型铸造最大的优势是:生产成本低。 .....
铸铁试验平台的热处理中退火和回火工艺有什么区别
在铸铁试验平台的生产过程中要对工件进行对整体热处理,就是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。今天小编就为大家详细介绍一下其中的退火和回火工艺。.....
铸铁平台的铸造工艺和方法
造型造芯是铸铁平板、铸铁平台铸件形成过程中的关键工序之一,它对铸件的质量、制造成本、生产效率、劳动强度和环境污染等各方面都有十分重要的影响。铸铁平板铸造方法分为以下几种: 一、粘土砂湿砂造型工艺多年的生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、高密度湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。 .....
机床铸件造型和浇注时的注意事项
机床铸件造型和浇注时的注意事项机床铸件在整个过程中最重要的两个环节就是我们的造型和浇注。机床铸件优先采用砂型铸造,原因是砂型铸造比其它铸造方法成本低、生产工艺机械化、生产周期不长。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床铸件机床铸件金属液的浇注生产中,浇注时应遵循高温出炉,低温浇注的原则。机床铸件在压砂前注意一下几点:表面残留金刚砂分布不均,如果直接进行压砂,新砂所占的位置不均匀,从而导致平板的切削力大小不均匀;由于平板经常压砂。使得表面硬化,新砂不易压进;压砂平板表面.....