铸铁平台之所以会出现砂眼的情况,是因为在铸件凝聚以前没有排出金属液中的气体构成的一种孔穴类缺陷,这是最常见的一种铸造缺陷.气体的来历和构成的原因不同,有分出性气孔,反应性气孔,侵入性气孔.
铸铁检验平台反应性气孔:但凡铸型于金属液之间发作化学反应而发作的气体所构成的气孔,统称为反应性气孔.反应性气孔在铸件热处理从前很难发现,在热处理消除表面的氧化皮后露出.反应性气孔常呈现在铸钢件和球墨铸铁件上.反应性气孔的特性是孔内的表面光滑,一般的孔径在1-3mm,常呈现在铸件的表皮下1-2mm处,故又称为皮下气孔.
铸铁检验平台分出性气孔:分出性气孔是溶解在金属液中的气体,当金属液凝聚时,气体从金属液中分出而构成的气孔.而在冷却的过程中,被溶解的气体便不断地分出,尤其是在凝聚的时期,铸铁途径气体分出最为剧烈.在同一合金中,温度越高,气体的溶解度随之增大.分出性气孔的特性是数量多而松散,铸铁检验平台尺寸较小,形状成圆形,椭圆形和针状,一般散布在铸件的断面处,同一炉次的铸件中大都有这类状况发作.由于分出气体所构成的气泡很小,金属液的流动性已很低时,小气泡难以集合上浮,就会在铸铁检验平台铸件内构成很多的松散的小孔.
还有就是砂型内清砂不干净,有残留沙砾。在就是在浇注过程中,由于铁液冲刷浇道壁的型砂而造成。有的厂家采用涂刷涂料来防止,取的了很好的效果,但还是会有铸件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较苦难。在就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇注过程中对浇道壁的冲刷。因此导致了铸件夹砂砂眼。
.jpg)
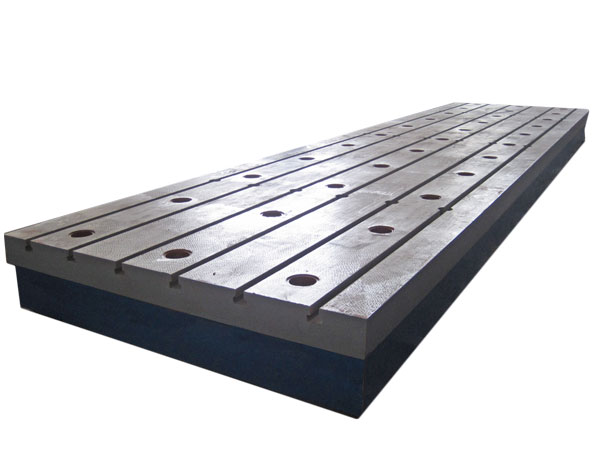
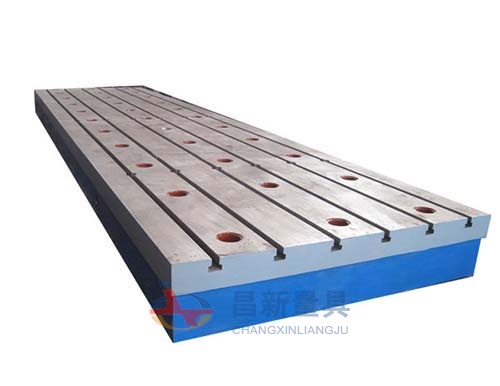
昌新量具-优质铸造产品可定制生产加工
铸铁平台的保养方法有哪些?能延长使用寿命吗?
做好铸铁平台的保养工作,不仅能保持其精度,还能显著延长使用寿命。日常保养需注意以下几点:清洁方面,每次使用后要及时清除平台表面的灰尘、油污和杂物,可用干净的抹布蘸取中性清洁剂擦拭,避免使用腐蚀性强的化学药剂;防锈处理,长期不使用时,需在平台表面涂抹防锈油,并覆盖防潮纸;放置规范,应将平台放在平整........
铸铁平台为什么会出现精度误差?如何避免?
在铸铁平台的使用过程中,精度误差是客户极为关注的问题。造成精度误差的原因主要有以下几点:首先,材料选择不当会影响平台的稳定性,若铸铁材料的强度和硬度不足,在长期使用中易发生变形,进而导致精度下降;其次,加工工艺不规范,比如铸造时冷却速度不均匀,会使平台内部存在应力,后续加工时就可能出现精度偏差;........
不同类型的铸铁平台在机械加工中的应用案例
铸铁基础平台按其结构特点和功能可分为普通铸铁平台、T 型槽铸铁平台、铆焊铸铁平台等,以下是不同类型的铸铁基础平台在机械加工中的应用案例:普通铸铁平台小型模具加工:在小型模具制造企业,加工精度较高的小型注塑模具时,常使用普通铸铁平台。如生产手机外壳模具,将模具坯料放置在普通铸铁平台上,利用平台的高精........
铸铁平台材质选择指南:从特性到场景的精准匹配
铸铁平台作为工业生产中不可或缺的基础装备,其材质选择直接决定了使用性能、寿命和适用场景。市场上常见的铸铁平台材质主要有灰铸铁和球墨铸铁两大类,二者在成分、性能和应用上存在显著差异。掌握不同材质的特性,结合实际需求进行选择,才能实现设备效能的最大化。灰铸铁:性价比之选,适配常规工业场景灰铸铁是目前........
铸铁平台的生产周期是多久?定制产品需要注意什么?
铸铁平台的生产周期受规格尺寸、精度等级、生产数量以及是否需要定制等因素影响。一般来说,标准规格和精度等级的铸铁平台,生产周期通常在 15 - 30 天左右;如果是大型平台或精度要求较高的产品,生产周期可能会延长至 30 - 60 天。铸铁平台的生产周期受规格尺寸、精度等级、生产数量以及是否需要定制等因素影响。一般........
铸铁平台与智能装备协同发展,推动工业自动化升级
在工业自动化快速发展的趋势下,铸铁平台与智能装备的协同发展成为新的热点。某自动化设备制造商推出了一款集成铸铁平台的智能装配工作站,该工作站将高精度铸铁平台作为基础工作平面,结合工业机器人、视觉检测系统和自动化控制系统,实现了零部件的高精度自动装配。在工业自动化快速发展的趋势下,铸铁平台与智能装备........
铸铁平台在新兴产业中的创新应用案例
在新兴产业蓬勃发展的背景下,铸铁平台不断拓展其应用领域,展现出创新的应用模式。在新能源电池制造领域,某企业定制了一款具有特殊表面处理和高精度要求的铸铁平台,用于锂电池电芯的组装和检测。该平台表面经过绝缘处理,防止在操作过程中产生静电对电芯造成损害,同时其高精度的平面度确保了电芯堆叠的准确性,提高........
铸铁平台出现划痕、变形等问题该如何修复?
对于铸铁平台在使用过程中可能会出现划痕、变形等问题,及时修复能恢复其功能。对于轻微划痕,可先用细砂纸轻轻打磨划痕表面,去除毛刺和杂质,然后用研磨膏进行抛光,使表面恢复平整光滑;若划痕较深,可采用补焊的方法,选用与平台材质相近的焊条进行焊接,焊后进行打磨和抛光,确保表面平整,同时要注意控制焊接温度........