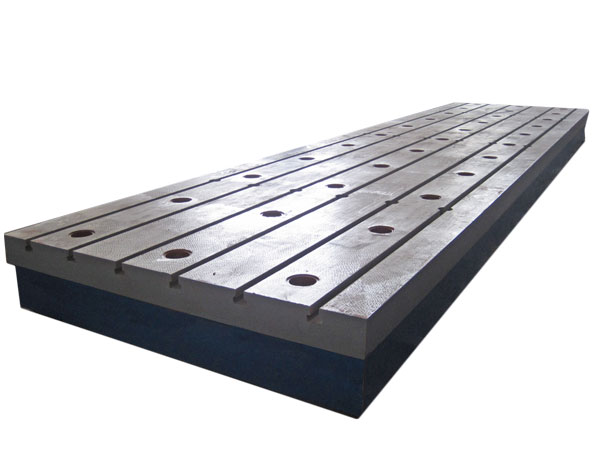
机床用封闭式调整垫铁(简称垫铁)广泛适用于各类金属切削机床。良好的减振和相当的垂直挠度,使机床稳定于地面。节省安装费用,缩短安装周期。可根据生产随时调换机床位置,消除二次安装费用,使机床楼上安装成为可能。可以调节机床水平,调节范围大、方便、快捷。
根据机床配用型式的不同,垫铁分为基型、A 型和B 型。
基型为地脚螺栓直接由垫铁中心通过,将垫铁与机床固定,可有侧顶装置,其安装示图见图3。
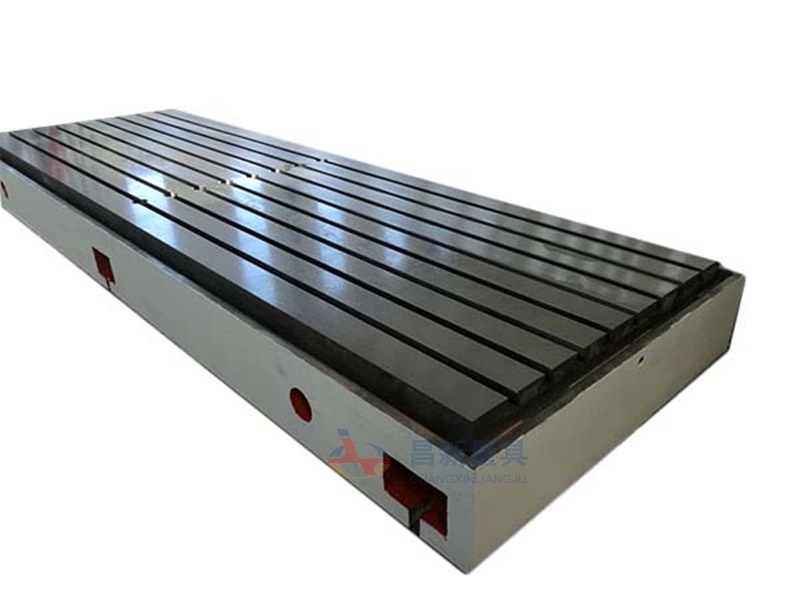
A型为地脚螺栓在垫铁两侧,垫铁中心有双头螺栓将垫铁与机床固定,亦可有侧顶装置,其安装示例见图4。
B 型无地脚螺栓,垫铁与机床不固定,无侧顶装置。

调整垫铁技术要求
1 滑块材料:规格编号Ⅰ~Ⅲ为GB 9439—88 规定的HT200或强度不小于HT200 的其他金属材料。规格编号Ⅳ~Ⅵ为GB 11352—89 规定的ZG230–450 或强度不小于ZG230–450 的其他金属材料。
2 球面体、球面垫、调节螺栓材料为GB 699—88 规定的45 钢或强度不小于45 钢的其他金属材料。
3 底座材料为GB 9439—88 规定的HT200 或强度不小于HT200 的其他金属材料。
4 地脚螺栓应满足GB 799 的要求。
5 钢件表面均应进行发蓝处理;铸件表面应有防锈措施;塑料件不得有裂纹、翘曲、表面起泡及明显凸凹不平现象。
6 主要联结部位的螺纹精度按GB 197—81 中规定的内螺纹7H 级、外螺纹6g 级。
7 所有运动部位运动应平稳、灵活。空载时旋转调节螺栓,施力手感均匀。
8 外观平整、光洁,不得有磕碰痕迹。
标志、包装及贮存
1 应在垫铁明显位置显示产品标志。产品标志的内容如下:
a) 产品名称、型号;
b) 制造厂名、厂址;
c) 出厂日期、制造编号。
2 垫铁用木箱包装,应有防潮、防磕碰措施。箱内应附产品合格证。
3 包装箱上应有产品名称、型号、制造厂名、出厂日期、毛重等标记。
4 产品应放置在干燥的室内。
| ||
| |





铸件规格标准大全
铸件规格涉及到钢铁产品、有色金属产品、焊接、钎焊和低温焊、航空航天制造用材料、有色金属、铁合金、医疗设备、长度和角度测量、道路车辆装置、管道部件和管道、乘用车、篷车和轻型挂车、内河船、黑色金属、航空航天制造用零部件、无屑加工设备。.....
机床调整垫铁有哪些优点
机床调整垫铁安装调整方便,迁移灵活,不用打洞埋设地脚螺丝,不破坏地面,是机床设备安装工艺的一大改革。能改善同床动态特性,提高机床加工精度,具有防震、降低噪音之功能。为设计部门解决了因设备选型困难,造成地面基础无法确定的矛盾。并通用性广,适用地面和楼上车间安装各类机床与设备。.....
方箱行业标准
方箱介绍: 方箱制造的标准:JB/T3411.56-99。选用方箱平面度标准时一般根据使用情况酌情而定。3级平面度以上的方箱用做检验、划线、装配等使用,3级平面度以下的方箱一般用做铆焊等使用。 方箱、检验方箱、磁性方箱、铸铁方箱、T形槽方箱、万能方箱是平板测量中的重要的辅助工具用于钳工立体划线,机械零部件的平........
机床铸件的生产工艺
机床铸件的生产工艺分为普通水泥沙铸造工艺和树脂砂工艺1 水泥沙铸造工艺水泥沙铸造工艺:外观要粗糙一点,内在要稍差一点,因为水泥沙透气性不好,容易出一些铸造的缺陷,比如气孔、夹渣、包沙、夹杂一些不干净的气体。但价格成本便宜,所以在铸铁平台方面较为常用。 2 树脂砂铸造工艺树脂砂铸造工艺:透气性好,........
桥型平尺的检验标准和用途
作为一种常见的工作台测量工具,铸铁桥型平尺被广大厂家所青睐,比较与其他平尺,铸铁桥型平尺不可替代,但我们不知道如何正确使用铸铁桥型平尺?铸铁桥型平尺有什么优点?如何防锈?.....
桥型平尺的检验标准和用途
桥型平尺又叫桥尺,具有精确平面的尺形量规。桥型平尺又叫桥尺的简称,具有精确平面的尺形量规。平尺用于以着色法、指示凯诚机械检验平板、长导等平面度,也常用于以光隙法检验工件棱边的直线度.....
检测平台用途和它的合格标准如何判断
检测平台(检测平板)的用途检测平台又称铸铁检测平板,它的用途很广泛,应用于电站、船舶、科研、环保、航空、汽车、农机、冶金、机械、化工、电器、仪表、医疗器械、五金等生产领域。在生产领域机械制造中主要用于:1.各种检验工作,精密测量用的基准平面;2.机床机械检验测量基准;3.检查零件的尺寸精度或形为偏差,并作紧密划线。检测平台(检测平板)的合格标准1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清除.....
铸铁平板的放置与调整说明
使用工具:调整垫铁(千斤顶),水平仪。铸铁平板放置或调整不正确会直接影响到测量精度,所以应正确的调整和放置。下面介绍一下铸铁平板的放置与调整。检定前通过改变三个支承点高度,用水平仪将铸铁平板大致调至水平,使平板的负荷均匀分布于各支点上。大平板增加的支承点需垫平稳,不可破坏水面。用水平仪检定时,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性 尤为重要。所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,.....